Elektrofúzna spojka MB

Ilustračný obrázok
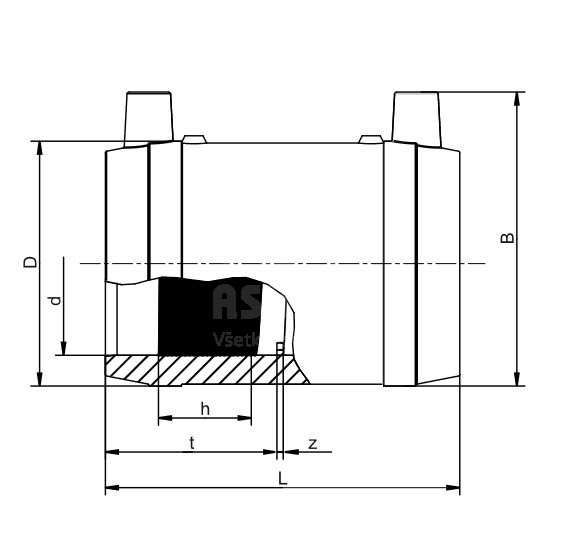
Tabuľka rozmerov
| Kód tovaru | Názov variantu | Váha | |
|---|---|---|---|
| 11524 | Elektro.spojka so zarazkou MB-d032 | 0,1 kg | |
| 7885 | Elektro.spojka so zarazkou MB-d090 | 0,4 kg | |
| 18986 | Elektro.spojka so zarazkou MB-d040 | 0,1 kg | |
| 11528 | Elektro.spojka so zarazkou MB-d160 | 1,8 kg | |
| 9264 | Elektro.spojka so zarazkou MB-d110 | 0,7 kg | |
| 19515 | Elektro.spojka so zarazkou MB-d050 | 0,2 kg | |
| 11527 | Elektro.spojka so zarazkou MB-d063 | 0,2 kg | |
| 12536 | Elektro.spojka so zarazkou MB-d125 | 1,0 kg | |
| 24049 | Elektro.spojka so zarazkou MB-d140 | 1,3 kg | |
| ASU24722 | Elektro.spojka so zarazkou MB-d020 | 0,0 kg | |
| ASU24723 | Elektro.spojka so zarazkou MB-d025 | 0,0 kg | |
| ASU24728 | Elektro.spojka so zarazkou MB-d075 | 0,4 kg |
* pre získanie presných cien prosím vložte produkt do košíka a odošlite prostredníctvom neho žiadosť o cenovú ponuku.
Popis
SPOJKA SO ZARÁŽKOU
- odkrytá vykurovacia špirála k optimálnemu prenosu tepla
- široké zváracie zóny, dlhé studené zóny • zváranie bez použitia fixačných držiakov
- indikátor vizuálnej kontroly zvárania
- čiarový kód pre plne automatický zvárací proces
- ľahko vyrazitelný doraz uprostred tvarovky
- použiteľná tiež ako opravárenská tvarovka
Elektrotvarovky FRIALEN
- Elektrotvarovky FRIALEN sú určené pre spojovanie potrubia z PE 100, PE 80, PE 63, PE 50, PE-LD a PE-Xa.
- Široký sortiment elektrotvaroviek sa štandardne vyrába v dimenziách od d 20 do d 900 mm a je vhodný k zváraniu potrubia SDR 17,6 až SDR 7,4.
- Elektrotvarovky FRIALEN pracujú na princípe odkrytej taviacej špirály. Tým je zaistený rovnomerný prenos tepla z taviacej špirály súčasne na tvarovku aj na trubku a výsledkom je optimálne homogénne spojenie materiálov potrubia a tvarovky.
- Oblasti použitia: voda (16 barov), plyn (10 barov), kanalizácia (0,5 - 2,5 barov), priemysel.
- Zvárať je možné v prostredí s okolitou teplotou medzi - 10 °C až + 45 °C.
- Zváranie bez použitia držiakov alebo iných fixačných zariadení.
- Od d 250 mm indikátor vizuálnej kontroly zvarenia.
Argumenty pre vytvorenie dokonalého spoja
- Odkrytá taviaca špirála
Súčasným ohrevom trubky i tvarovky vzniká symetrické množstvo taveniny na trubke i na tvarovke a iba vďaka optimálnemu spojeniu (difúziou) oboch tavenín tak môžeme docieliť najkvalitnejšie a najpevnejšie spoje.
- výsledok zvárania nie je ovplyvnený degradovanou vrstvou vo vnútri tvarovky
- excelentne uzatvorené špáry medzi tvarovkou a potrubím
- Široké zváracie zóny
Zaisťujú vyššiu dlhodobú pevnosť spoja a väčšiu bezpečnosť pri spracovaní. Pri zváraní elektrotvarovkami vzniká medzi trubkou a elektro-tvarovkou zvárací tlak zhruba 4 bary. Dlhšie studené zóny uprostred a na krajoch elektrotvaroviek potom lepšie zamedzujú vystreknutiu taveniny zo zváraného spoje.
- väčšia dlhodobá pevnosť spoja
- väčšia bezpečnosť pri spracovaní